


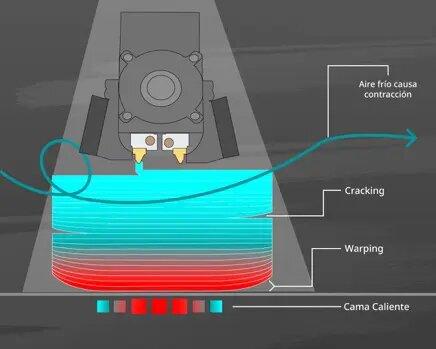
Seguramente en más de una ocasión te has encontrado con alguna impresión que conforme va avanzando luce como la impresión de la imagen. Este defecto es conocido como “delaminación” o “cracking”, que como su nombre lo dice, consiste en la separación de las capas ya impresas de nuestra pieza, como si no estuviesen bien adheridas.

¿Por qué se produce la delaminación entre capas ?
La delaminación en impresión 3D es un problema que se puede producir por diversos motivos, y en ocasiones se produce por la suma de varios de ellos:
Entre las causas que la pueden provocar podemos identificar:
- Pueden producirse huecos en las capas de la impresión cuando haya tensión interna en el modelo o simplemente por tener geometrías complejas que hacen que se originen este tipo de tensiones.
- También se puede producir delaminación cuando el material se dilata porque la temperatura es demasiado baja o demasiado alta para imprimir.
- Alta humedad en el material durante la impresión.
- Reducción extrema de la temperatura de capa, por corrientes de aire o por ventiladores.
- Hay que tener en cuenta diferentes parámetros de impresión como puede ser el flujo, la velocidad, retracciones y demás. Algo muy importante para que tengamos una buena impresión.
- También hay que tener en cuenta la temperatura de los filamentos con aditivos o partículas.
Si el filamento con el que estás imprimiendo tiene una mala adherencia de la capa, entonces las impresiones tendrán grietas o se romperán más fácilmente, lo que comúnmente llamamos delaminación.
En casos severos, las capas pueden incluso desprenderse durante la impresión. Esto ocurre con mayor frecuencia cuando una capa se enfría más rápido que la capa superior, haciendo que la capa inferior se contraiga a una velocidad diferente a la capa superior. La contracción de la capa puede causar deformación, del mismo modo que puede separar la capa fría de la capa superior.
Los problemas surgen habitualmente al imprimir con materiales como el ABS, ASA…, ciertos materiales más técnicos y que de hecho son los más propenso a sufrir delaminación debido a su tendencia a deformarse. En materiales como el PLA, PETG, Flexibles… no suele producirse este fenómeno, si no lo produce un mal estado del filamento debido a su conservación.
Como mejorar la delaminación entre capas
Una correcta adhesión entre capas suele ser una cuestión mas de configuración de parámetros que otra cosa. Por lo general, no es un problema relacionado con la impresora 3D, (y todo esto tras descartar que el filamento tenga humedad) sino con la configuración y parámetros, lo que significa que puedes hacer ajustes y evitar el problema, y si aún así no consigues buenos resultados, ya que el ambiente es demasiado frío, prueba a:
- Aislar tu impresora 3D de un ambiente frío o con corrientes.
- Reducir los flujos de aire o apagar los ventiladores de capa.
- Ayudarte de una base calefactada
- Y para evitar que la primera capa se despegue puedes usar productos adhesivos.
Velocidad de Impresión
A veces da buen resultado disminuir la velocidad de impresión para así mejorar la delaminación entre capas ya que el fluido (filamento fundido) se deposita mas lentamente. Pero cuidado, si la pieza es muy grande y el ambiente frío, al depositar la siguiente capa, esta no se adherirá bien y producirá la delaminación.
En piezas grandes, quizás interesa aumentar un poco la velocidad, para evitar que la capa se enfríe. Pero ojo, si te pasas con la velocidad, las capas no tendrán tiempo para depositarse debidamente, y eso también producirá una peor adhesión.
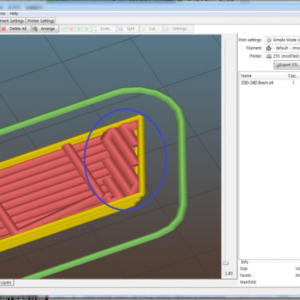
Flujo
Otra cuestión que no se nos debe pasar por alto es el flujo, es decir la cantidad de filamento que se extruye. Esta es una variable importante en relación con una buena adhesión entre capas, ya que si configuramos un flujo insuficiente, las capas serán demasiado finas e inconsistentes dejando incluso pequeños espacios en el eje Z.
Si apreciamos esto, probablemente sea una buena idea usar un valor de “flujo” superior.
Baja temperatura
Es posible que la temperatura sea lo bastante alta para ser fundida y extruida por la boquilla pero no lo suficientemente alta para que el filamento extruido se adhiera correctamente a la capa anterior.
Intenta aumentar la temperatura en incrementos de 5 o 10 grados para ver si esto afecta los resultados de una manera positiva.
Aquí tienes una lista de otros Consejos de Impresión.
Espero que le sirva estos consejos.Saludos
- Tutorial
- Consejo de Impresión 3D

Publicación by Juanjo is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 Internacional









{kind=link}
Muy buen consejo. Saludos Juanjo
Gracias Mara